» Veranstaltungen

» Navigation
» über uns
|
» Registrierung
Liebe Mitleserinnen, Mitleser, Foristinnen und Foristen,
wer sich von Euch in letzter Zeit mit dem Gedanken getragen hat, Mitglied unseres wunderbaren IGDH-Forums zu werden und die vorher an dieser Stelle beschriebene Prozedur dafür auf sich genommen hat, musste oftmals enttäuscht feststellen, dass von unserer Seite keine angemessene Reaktion erfolgte.
Dafür entschuldige ich mich im Namen des Vereins!
Es gibt massive technische Probleme mit der veralteten und mittlerweile sehr wackeligen Foren-Software und die Freischaltung neuer User ist deshalb momentan nicht mit angemessenem administrativem Aufwand möglich.
Wir arbeiten mit Hochdruck daran, das Forum neu aufzusetzen und es sieht alles sehr vielversprechend aus.
Sobald es dies bezüglich Neuigkeiten, respektive einen Zeitplan gibt, lasse ich es Euch hier wissen.
Das wird auch für alle hier schon registrierten User wichtig sein, weil wir dann mit Euch den Umzug auf das neue Forum abstimmen werden.
Wir freuen uns sehr, wenn sich die geneigten Mitleserinnen und Mitleser, die sich bisher vergeblich um eine Freischaltung bemüht haben, nach der Neuaufsetzung abermals ein Herz fassen wollen und wir sie dann im neuen Forum willkommen heißen können.
Herzliche Grüße von Eurem ersten Vorsitzenden der IGDH
Rainer Feile
-
hört-zu

-

Hmm - weniger Druck wäre eine Möglichkeit, vielleicht ist auch der Fräser nicht
so toll - Anlauflager zu schmal, Kugellager nicht ok... So was hatte ich beim
bündig Fräsen noch nicht.
-
Hatte ich vor Jahren auch mal. Bei mir lag es an zu viel Druck und einem heiß gelaufenen Kugellager das dann nicht mehr sauber lief.
Dreh mal das Lager mit der Hand und schau wie leicht es sich drehen lässt.
-
Bei solchen Fräsern muss man mit wenig Druck arbeiten und einfach einen guten und teuren Fräser kaufen.
-
Moin,
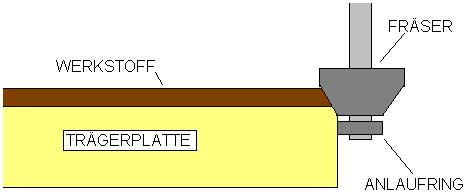
Eine Variante ist, dass man den Anlaufring gar nicht verwendet, sondern mit einem Führungsbrett arbeitet. Das geht erstaunlich gut. Die größte Schwierigkeit ist den Abstand zu ermitteln, den die Schiene von der Kante haben muss.
Kann sein, dass das Herr_der_Ringe war, der mal meinte, dass die Anlaufringvariante ohnehin nur die Behelfslösung sei. Zumindest für gerade Kanten.
-
Wenn das Lager des Fräsers ok ist, wäre vielleicht abkleben der Fläche wo das Fräserlager entlang fährt einen Versuch wert. Bei Fasen sollte das gehen.
Beim Bündigfräsen von geraden Kanten nicht. Da würde dann die Dicke des Klebebandes zu viel stehen bleiben.
....................
viele Grüße
Sven
-
Moin,
versuch doch mal mit dem Bügeleisen. Vielleicht hilft es ja etwas.
Die Lager kann man ja kaufen. Wenn man , beim nächsten Mal eins nimmt mit 1mm weniger Durchmesser, kann man ein Stahllinial aufkleben.
Viele Grüße,
Frank
-
Leichtes Befeuchten mit Wasser kann auch helfen, die Fasern können wieder aufquellen.
Jrooß
-
hört-zu
Moin
bei dieser recht breiten Fase war das ein negalneuer CMT orange Fräser.
Der läuft schon recht gut - vermutlich gibt es bessere Qualitäten. Als Hobbyist reicht normalerweise irgendwas in der "Golfklasse". Dachte ich.
Ich krieg das auch bei kleineren Fasen hin, auch wenn Bosch drauf steht oder anderes ...
Weniger Andruck - öhm ja - auch einfacher gesagt als getan.
Das mit dem Anschlag ist eine gute Idee.
Mal sehen, was noch kommt. Danke.
Beste Grüße 
Jörn
what the bleep do we ... - listen to ?
-
Das würde schon richtig beantwortet, weniger Druck.
Du musst nicht alles auf einmal weg fräsen. Lieber drei Durchgänge, wird dann eh genauer weil du beim entscheidenden fräsgang weniger verreisst.
Lg
-
Weniger Druck,das Lager ab und nen Tropfen Öl,und mehrere durchgänge
seien wir realistsch
versuchen wir das unmögliche 
-
In wieviel Durchgängen hast du das gefräst? Wenn das Lager ordentlich läuft, dann bleibt eigentlich nur zu viel Druck und da neigt man am ehesten zu, wenn man zu viel Material auf einmal abtragen will. Mit einem scharfen Fräser und nicht zu großen Schritten kann man nämlich ganz locker an der Kante "langstreicheln".
Das Leben ist kein Blindtest
-
Hallo Jörn,
wenn ich mir das so ansehe, hast du da schon mit mächtihg viel Druck gearbeitet.
Das erste Bild scheint die Vorabeit mit dem Bündigfräser zu sein, auch da schon deutliche Eindrücke.
Abhilfe würde ein Frästisch schaffen, dann kannst du mit Anschlag arbeiten und benötigst den Anlaufring nicht.
BG, Peter
-
... und dann gibt es da noch die Variante Handkreissäge. Ich habe eine alte (billige) Skil fix auf exakt 45° eingestellt im Regal liegen, der Abstand für die Führungsschiene ist einmal ermittelt und steht per Edding drauf. Ist super für Gehrungsschnitte und eben 45° Fasen. Habe gerade 8 Gehäusefronten damit bearbeitet:

Gruß Klaus
Wer nicht bis drei zählen kann, muss es halt digital lösen  ! !
-
Weniger Andruck - öhm ja - auch einfacher gesagt als getan.
Mal dumm gefragt, Du hast aber schon im Gegenlauf gefräst?
(Gleichlauf-Gegenlauf)
Gruß Klaus
-
 Zitat von mtthsmyr

...mit einem Führungsbrett arbeitet. Das geht erstaunlich gut. Die größte Schwierigkeit ist den Abstand zu ermitteln, den die Schiene von der Kante haben muss...
den abstand muss ich bei nem anlaufring in form der höhenjustage ebenfalls ermitteln - der aufwand bleibt also derselbe.
ps: ursprünglich war der anlaufring nur fürs fräsen bei "nicht geraden" kanten vorgesehen. der "volkssport", damit "alles" zu fräsen, entwickelte sich dann erst im laufe der jahre...
"Wer die Wahrheit sagt, braucht ein schnelles Pferd" (chinesisches Sprichwort)
grüße,
martin
-
-
Musik an - Welt aus

Moin,
kenn' ich auch, allerdings nur bei weichem Material unter der Anlaufrolle.
Achte halt d'rauf, dass bei stumpfen Verleimungen die Rolle nicht an der Stirnseite des einen Brettes, sondern an der Längsseite des anderen läuft. Für diesen Fall habe ich zumindest mit MDF keine Sorgen damit. Bei weichem Material lässt sich die Rille hingegen gut verschleifen.
@Martin - nur stelle ich die Frästiefe einmalig für alle Kanten ein, während ich ein Führungschiene für jede Kante neu aufsetzen / justieren muss.
Es ist einfacher die Leute zu täuschen,
als sie davon zu überzeugen,
dass sie getäuscht wurden. (Mark Twain)
Audioviele Grüße,
Matthias
-
@Martin - nur stelle ich die Frästiefe einmalig für alle Kanten ein, während ich ein Führungschiene für jede Kante neu aufsetzen / justieren muss.
ähem...nö. oder ich habe jetzt mangels kaffee nen ganz schweren denkfehler 
nur um keine missverständnisse aufkommen zu lassen: wir reden bei "tiefe" nicht von der Z-achse?
=> bei anschlag als auch anlaufring im regelfall einmalig einzustellen. limitiert durch die mögliche tauchtiefe der OF.
beim fräsen in der X/Y-achse ist hingegen die einstellung des parallelanschlags zu beachten.
=> bündigfräser: mit vorgegebener einstellung ran ans werkstück.
=> anschlag: tiefe nach wunsch einstellen (alternativ: tauchtiefe nachjustieren), maschine führen, fertig.
bündigfräser haben hier sogar den nachteil, daß diese weniger flexibel in deren einstellmöglichkeiten ist - ich kann also nur "volle lotte" in das werkstück hineinfräsen. wenn also die fräskante eine scharte hat, ist der fräser auszutauschen (ein nachschärfen ist insbesondere bei rundungsfräsern kontraproduktiv, da dann nicht mehr bündig mit dem kugellager; bei verwendung eines anschlag kann man hingegen oft genug den fräser mittels einer anderen eintauchtiefe weiterverwenden).
weiterer nachteil ist, wie oben angesprochen, daß es oftmals bearbeitungsspuren aufgrund der relativ geringen auflagerfläche des kugellagers gibt.
jedoch können im gegensatz zum fräsen mit anschlag damit auch konkav geformte kanten gefräst werden. konvexe kanten gehen auch mittels parallelanschlag zu fräsen, bedürfen jedoch den einsatz von hirnschmalz während des fräsvorgangs.
OT ende, lass uns das beim nächsten treffen bei nem gerstensaft vertiefen

"Wer die Wahrheit sagt, braucht ein schnelles Pferd" (chinesisches Sprichwort)
grüße,
martin
-
Musik an - Welt aus
Geändert von Don Key (23.02.2020 um 10:10 Uhr)
Es ist einfacher die Leute zu täuschen,
als sie davon zu überzeugen,
dass sie getäuscht wurden. (Mark Twain)
Audioviele Grüße,
Matthias
Forumregeln
- Es ist dir nicht erlaubt, neue Themen zu verfassen.
- Es ist dir nicht erlaubt, auf Beiträge zu antworten.
- Es ist dir nicht erlaubt, Anhänge hochzuladen.
- Es ist dir nicht erlaubt, deine Beiträge zu bearbeiten.
-
Foren-Regeln
|







 Mit Zitat antworten
Mit Zitat antworten